1.表面处理:对需处理部位进行粗化处理(喷砂处理 佳,如不具备喷砂条件也可用角磨机打磨处理);对粗化处理过的表面清洗剂(可用丙酮、乙酸乙酯等)清洗并晾置干燥;处理过的表面应是粗糙、干净的新鲜金属基材。
2、配制:将磁选机 耐磨涂层按A:B=1:1将A、B组份混合均匀,并在30min内用完。一般是边施工边配置, 配置量不能过5公斤, 配置过多的胶,固化速度快,还没用完已经部分固化而不能使用。
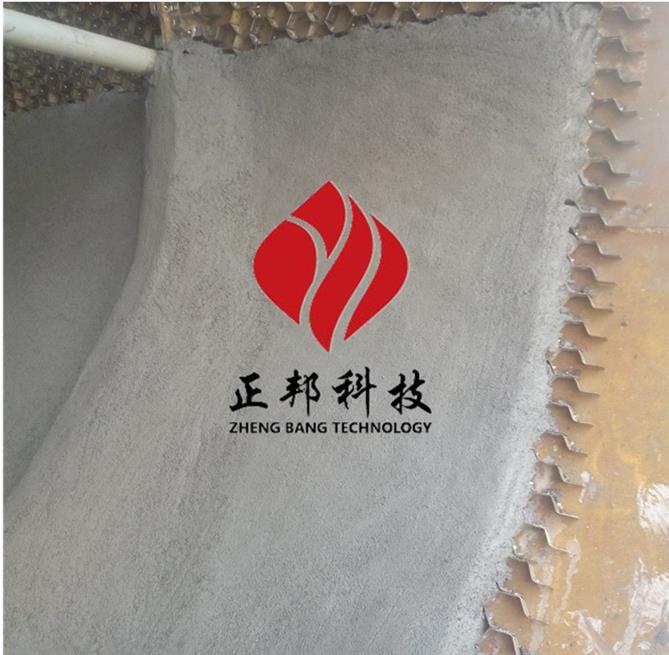
3、涂敷: 的涂层厚度是3~6mm,将混合好的材料涂敷于底涂表面,胶层要压实。涂层涂到需要的尺寸后把表面修平整。
4、固化:25℃固化24小时可投入使用;温度低于15℃时,应采用加热来促使固化。有加热条件的在常温固化后尽量80℃保温2小时,涂层 可 30%。

适用范围
1火力发电厂的气固两相流设备中,如:各类粗细粉分离器、
排粉机内壳、一次风管与弯头、磨煤机出口管道与弯头等大面积易磨
排粉机内壳、一次风管与弯头、磨煤机出口管道与弯头等大面积易磨
损部位,以及尾部烟道、料仓、料斗、灰斗和部分灰水系统中。
2化工、矿山机械、选矿、治炼等设备磨损部位的耐磨衬;
3贮槽、贮罐、反应釜的防腐蚀面层或内衬
4管道、酸碱容器裂缝、孔洞的封堵漏等。

选矿设备在正常工作过程中出现腐蚀损坏是不可避免的现象,为了应对这一问题,耐磨*根据选矿设备工作环境,设备磨损程度,研发出新型的ZB系列金属修补剂,该产品是专门为机械设备损坏所研发的一款快速、的耐磨防腐剂。

耐磨耐腐填料组成双组分胶泥状物质,尤其是通过加入改性剂使其与基体具有髙的粘接强度以及良好的耐冲刷磨损及性能涂抹耐磨耐腐胶泥大大提高了维体的使用寿命,不但给每次的大修节省大量的人力工时,同时也节省了大量的钢板材料。此外,所有的弯头及锥体在检修中都可涂抹耐磨耐腐胶泥,耐磨胶泥也使用于其它类似的工况
中,包括各类弯头及风机蜗壳,以增加这些部件的使用寿命及减少维修工作量。
-/gbagfai/-
http://zhengbangnaimo.cn.b2b168.com